











Plastics | Injection Molding
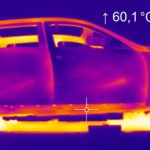
To avoid a distortion of building elements during injection moulding processes, the process can be monitored by thermal imagers. By measuring the molded parts when opening the mold, temperature overstepping or undershoot (hot spots, cold spots) can be detected and the molding temperature can be adjusted on time.
Injection molding is the most common production process in the manufacture of moldings from thermoplastic polymers. It is used in particular in the intermittent mass production of complex moldings where the size of the workpieces ranges from the smallest of cogs right up to large containers. The weight of a workpiece starts at 1 mg (0.001 g) and goes up to 100 kg.
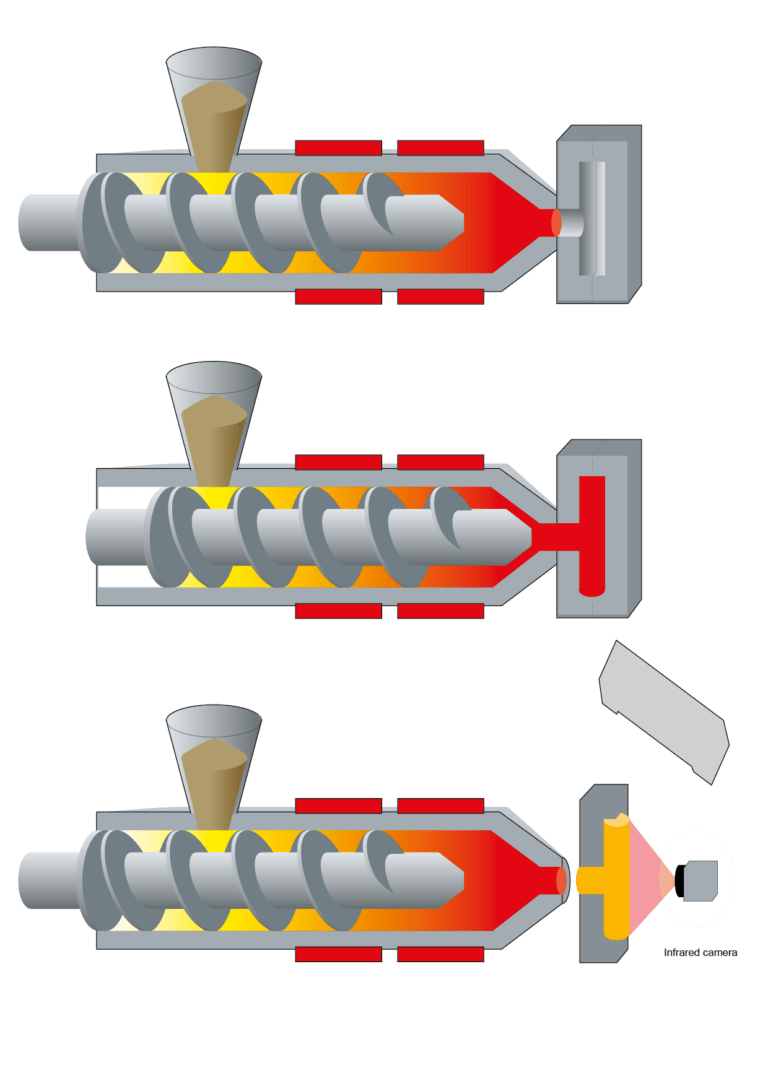
The pellets, often mixed with additives, are added to the cylinder via the funnel. The pellets are plasticized by the mechanical friction caused by the movement of the screw inside the cylinder as well as the external application of heat from the heating bands.
The resulting liquid mass is pushed to the tip of the screw and is then forced into the die in front of it through the injection unit nozzle.
The molding compound cools in the die which then opens when the hardening process is complete. To ensure the high quality of the molding it requires optimum temperature management, especially during the cooling phase in the die. The moldings, meanwhile, are automatically checked for homogenous temperature distribution immediately after ejection with infrared cameras.
Process temperature: 80 °C to 260 °C

This might interest you
Recommended devices
Plastics Applications
Contact for Advice and Sales Worldwide
We offer comprehensive advice for your individual applications
Our experienced application engineers ensure competent and reliable customer service in the field. In addition, Optris works closely with numerous distribution partners worldwide.
International
Ferdinand-Buisson-Str. 14
13127 Berlin, Germany
Phone: +49 30 500 197-0
E-Mail: sales@optris.com
Internet: www.optris.com
Managing Director:
Dr.-Ing. Ulrich Kienitz
